
- 当前位置:
焊接技术要求
发布时间:2017-05-07 12:00:00
焊接技术要求
1.
焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷
及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间
隔应均匀一致。
2.
制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现
象。
3.
焊接时要求焊缝高度不能小于母材(焊件)的厚度。不同厚度
的母材(焊件)焊接时,焊缝高度不能小于最薄母材(焊件)厚度。
4.
焊接工艺参数:
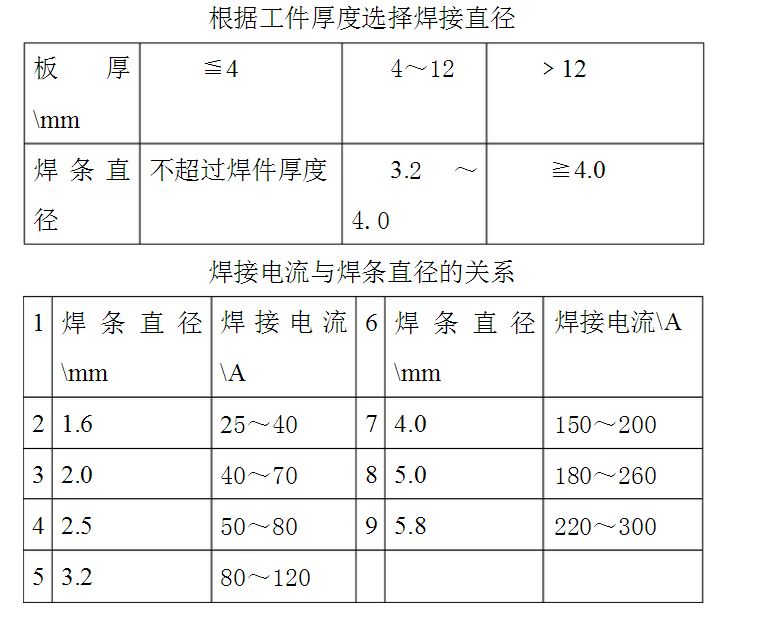
根据工件厚度选择焊接直径
板
厚
\mm
≦
4
4
~
12
﹥
12
焊
条
直
径
不超过焊件厚度
3.
2
~
4.0
≧
4.0
焊接电流与焊条直径的关系
1
焊
条
直
径
\mm
焊
接
电
流
\A
6
焊
条
直
径
\mm
焊接电流
\A
2
1.6
2
5
~
40
7
4.0
150
~
200
3
2.0
40
~
70
8
5.0
180
~
260
4
2.5
50
~
80
9
5.8
220
~
300
5
3.2
80
~
120
焊接技术要求
1.焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。
2.制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
3.焊接时要求焊缝高度不能小于母材(焊件)的厚度。不同厚度的母材(焊件)焊接时,焊缝高度不能小于最薄母材(焊件)厚度。
4.焊接工艺参数:
5.减小变形的主要方法有,(1)选择合理的焊接顺序;(2)尽可能用对称焊缝(如工字形截面);(3)采用反变形法 焊接过程中控制变形的主要措施: 1、采用反变形
2、采用小锤锤击中间焊道 3、采用合理的焊接顺序 4、利用工卡具刚性固定 5、分析回弹常数。
6点焊机选公海贵宾会员检测中心创高效
