
- 当前位置:
电阻焊的原理以及特点等等
电阻焊的简介 电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。 电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。通常使用较大的电流。为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过 程中始终要施加压力。进行这一类
目录
电阻焊的简介
电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。通常使用较大的电流。为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过 程中始终要施加压力。进行这一类电阻焊时,被焊工件的表面善对于获得稳定的焊接质量是头等重要的。因此,焊前必须将电极与工件以及工件与工件间的接触表面进行清理。
电阻焊的原理
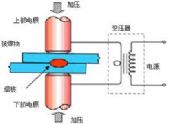
电阻焊是当电流通过导体时,由于电阻产生热量。当电流不变时,电阻愈大,产生的热量愈多。当两块金属相接触时,接触处的电阻远远超过金属内部的电阻。因此,如有大量电流通过接触处,则其附近的金属将很快地烧到红热并获得高的塑性。这时如施加压力,两块金属即会联接成一体。
电阻焊的特点
1:电阻焊是利用焊件内部产生的电阻热,由高温区向低温区传导,加热及融化金属,实现焊接的。它属于内部分布能源。
2:电阻焊的焊缝是在压力下凝固或集合结晶,属于压焊范畴,具有锻压特征。
3:由于焊接热量集中,加热时间短,所以热影响区小,焊接变形与应力也较小。所以,通常焊后不需要校正及热处理。
4:通常不需要焊、焊丝、焊剂、保护气体等焊接材料,焊接成本低。
5:电阻焊的熔核始终被固体金属包围,融化金属与空气隔绝,焊接治金过程比较简单。
6:操作简单,易于实现机械化与自动化,劳动条件较好。
7:生产率高,可与其它工序一起安排在组装焊接生产线上。但是闪光焊因有火花喷溅,尚需隔离。
8:由于电阻焊设备功率大,机械化、自动化程度较高,使得设备的一次投资大,维修困难,而且常用的大功率单项交流焊机不利于电网的正常运行。
9:点、缝焊的搭接接头不仅增加构件的质量,而且使接头的抗拉强度及疲劳强度降低。
10:电阻焊质量,目前还缺乏可靠的无损检测方法,只能靠工艺试样、破坏性试验来检查,以及靠各种监控技术来保证。
电阻焊的分类
电阻焊分为点焊、缝焊和对焊3种形式。
(1)点焊:将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点。
点焊适用于焊接4 mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产。
(2)缝焊:缝焊与点焊相似,所不同的是用旋转的盘状电极代替柱状电极。叠合的工件在圆盘间受压通电,并随圆盘的转动而送进,形成连续焊缝。
缝焊适宜于焊接厚度在3 mm以下的薄板搭接,主要应用于生产密封性容器和管道等。
(3)对焊:根据焊接工艺过程不同,对焊可分为电阻对焊和闪光对焊。
1)电阻对焊 焊接过程是先施加顶锻压力(10~15 MPa),使工件接头紧密接触,通电加热至塑性状态,然后施加顶锻压力(30~50 MPa),同时断电,使焊件接触处在压力下产生塑性变形而焊合。
电阻对焊操作简便,接头外形光滑,但对焊件端面加工和清理要求较高,否则会造成接触面加热不均匀,产生氧化物夹杂、焊不透等缺陷,影响焊接质量。因此,电阻对焊一般只用于焊接直径小于20 mm、截面简单和受力不大的工件。
2)闪光对焊 焊接过程是先通电,再使两焊件轻微接触,由于焊件表面不平,使接触点通过的电流密度很大,金属迅速熔化、气化、爆破,飞溅出火花,造成闪光现象。继续移动焊件,产生新的接触点,闪光现象不断发生,待两焊件端面全部熔化时,迅速加压,随即断电并继续加压,使焊件焊合。
闪光对焊的接头质量好,对接头表面的焊前清理要求不高。常用于焊接受力较大的重要工件。闪光对焊不仅能焊接同种金属,也能焊接铝钢、铝铜等异种金属,可以焊接0.01 mm的金属丝,也可以焊接直径500 mm的管子及截面为20 000 mm2的板材。
电阻焊焊接质量的决定因素
1. 电阻焊焊接材料的形状以及尺寸大小
2. 电阻焊焊接材料的表面电镀层材料及厚度
3. 电阻焊电极的材料及形状
4. 理想的焊接电源及焊头的选定
电阻焊的现状及发展
随着工业的迅猛发展,对工业产品(特别是汽车)外壳用材的性能提出了更高的要求,并促进了产品用材的更新换代.例如,为了改善汽车外壳的抗腐蚀性能,提高汽车的使用寿命,在汽车车身制造中大量采用镀锌钢板代替普通冷轧钢板;为了减轻车身总体重量,节省能源消耗,世界各大汽车公司正在开发铝合金或高强钢车身的汽车,或在很多汽车零部件上用铝合金、镁合金、钛合金等轻质材料代替钢板;为了提高汽车的舒适性和降低噪声,在油底壳等汽车零部件上开始使用减振复合板.同时,由于在汽车车身、油箱、油低壳等薄板结构的装配制造中,大量采用电阻焊方法,为保证焊接质量.研究新材料的电阻焊性能已成了非常迫切的任务.近年来,各国焊接工作者就在以下几个方面做了大量的理论及实际研究工作.
1. 铝及铝合金合金的电阻焊研究
2. 镁及镁合金的电阻焊研究
3. 高强钢的电阻研究
4. 镀锌钢板的电阻点焊研究
- 上一篇 :闪光对焊机简介和了解相关的知识
- 下一篇 :电阻焊技术的介绍与了解
- 分享:
- 返回新闻列表
